

Patentirani proces omogućava kompresijsko oblikovanje pri nižim pritiscima, čime se štedi na kapitalnim troškovima opreme za proizvodnju panela. #ljepila #izvan autoklava #masa za formiranje listova
Možda izgledaju kao drvena vrata, ali to je zapravo slojevita replika SMC površine, napravljena korištenjem Acellovog novog SMC procesa oblikovanja. Ovaj proces koristi jezgro od fenolne pjene za stvaranje vrata i drugih građevinskih panela kroz jednokratno oblikovanje pod niskim pritiskom. Izvor: Asell
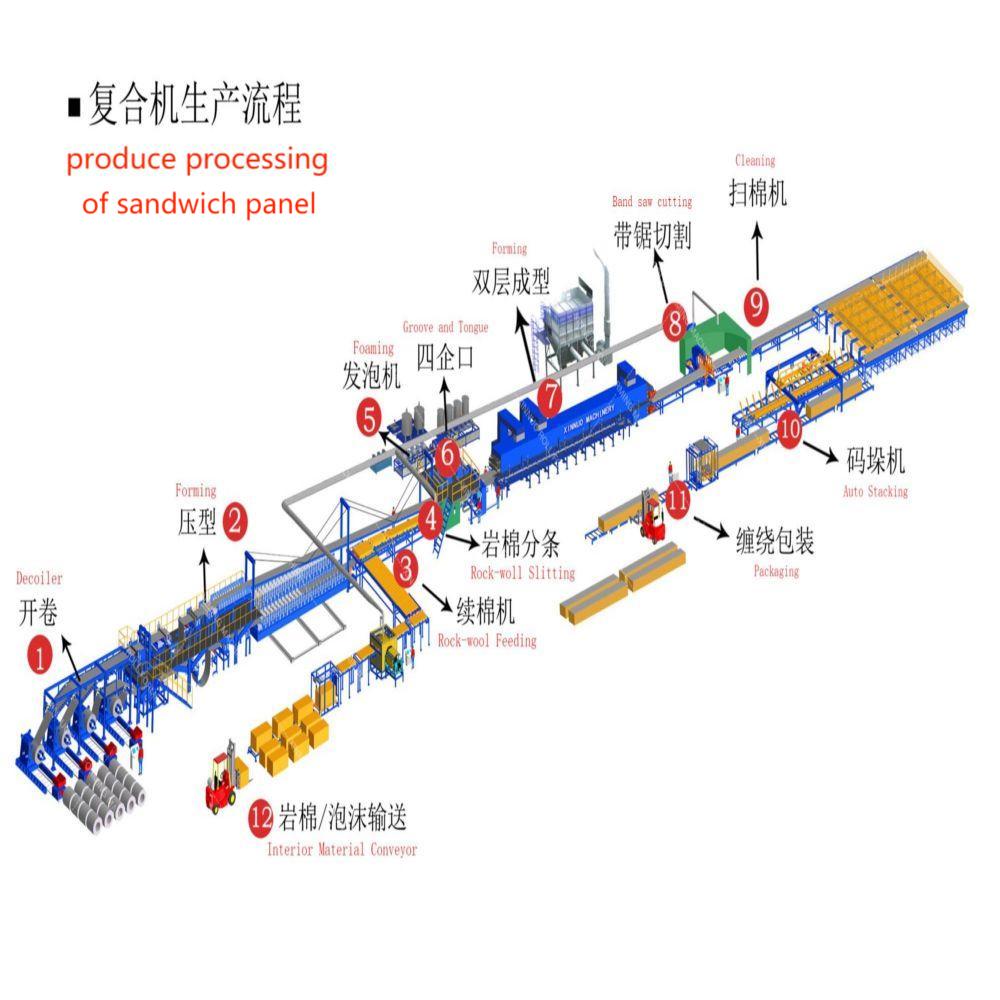
Ova slika prikazuje instalaciju prese. Obratite pažnju na podignutu šinu vidljivu u gornjem lijevom kutu koja podržava PiMC robotski sistem spreja za premazivanje prahom. Izvor: Italpresse
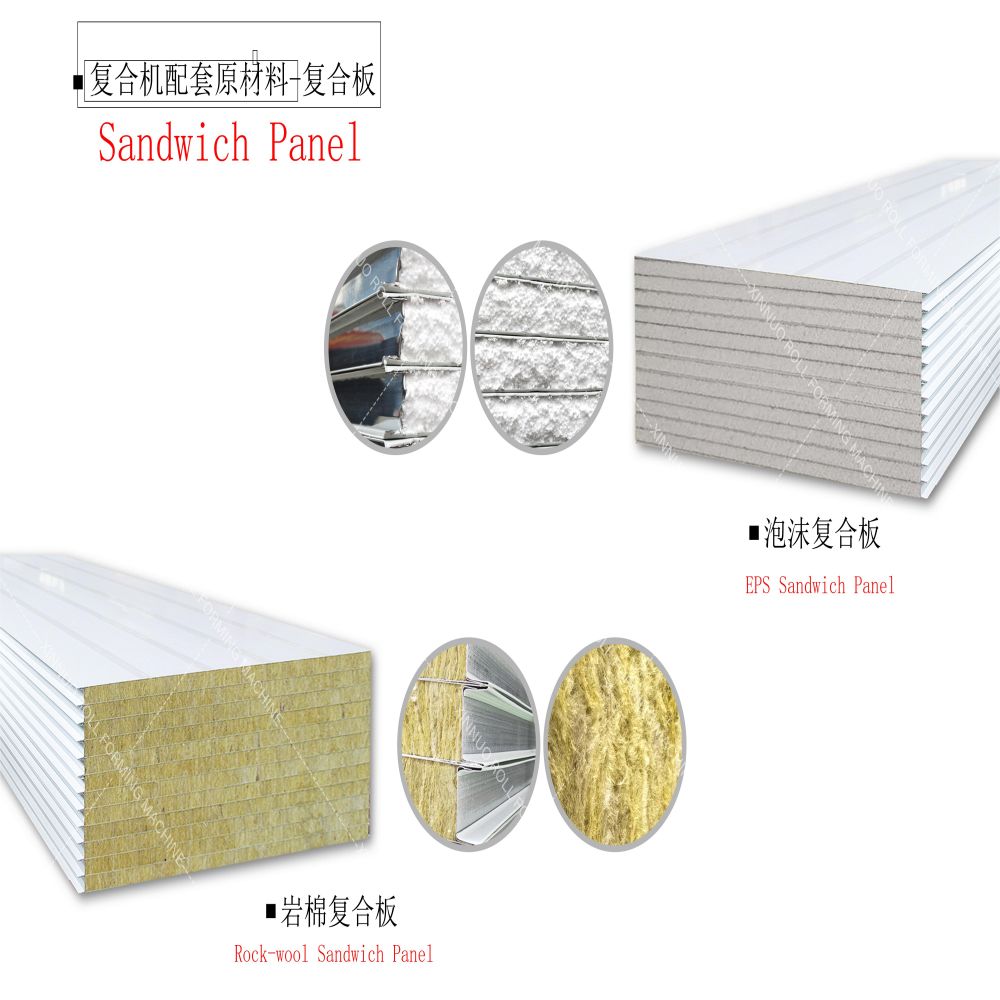
Poprečni presjek presovane ploče (bez drvenog okvira) koji pokazuje kako SMC smola prodire u otvorene ćelije pjenaste jezgre, stvarajući mehaničku blokadu kako bi se spriječilo raslojavanje. Izvor: Asell
Acell paneli su dostupni u stotinama završnih obrada, uključujući mramorne uzorke, kao što je prikazano ovdje. Izvor: Asell
Korak 1: Tokom livenja, niklovani aluminijumski kalup se prvo kreira pomoću kompozitnog majstora kako bi se ponovo stvorio željeni završni sloj. Ova donja strana je tipična ploča vrata. Izvor: Asell
Korak 2: Negativ smjese za oblikovanje punjene staklom (SMC) stavlja se na alat; u scenariju proizvodnje, površinski veo se prvo nanosi na kalup kako bi se održao dosljedan kvalitet površine. Izvor: Asell
Korak 3: Ploča vrata obično uključuje drveni okvir, što vam omogućava da izbušite rupe za hardver u gotovim vratima ili panelu i izrežete ih kako bi odgovarali vašoj instalaciji. Izvor: Asell
Korak 4: Acell-ova patentirana fenolna pjena (u suštini vatra/dim/virus) stavlja se u drveni okvir. Izvor: Asell
Korak 5: Postavite gornji list SMC na okvir od stiropora i drveta i formirajte drugu vanjsku kožu sendviča SMC i stiropora. Izvor: Asell
Korak 6: Uporedite gotov panel sa formom. Imajte na umu da vam labava pjena omogućuje reprodukciju kontura ploča. Izvor: Asell
“Ako ga izgradite, oni će doći” možda je holivudska fraza, ali ona također opisuje strategiju napredovanja koju industrija kompozita ponekad koristi – uvođenje uvjerljivih inovacija u nadi da će se tržište vremenom razvijati. Prilagodite se i prihvatite. Tehnologija Acell-ove mase za oblikovanje listova (SMC) jedna je od takvih inovacija. Patentiran širom svijeta 2008. godine i uveden u SAD 2010. godine, ovaj proces pruža kombinaciju materijala i procesa za visokoučinkovito prilagođeno oblikovanje sendviča. Trošak kapitalne opreme za panele je mnogo niži od konvencionalnog kompresijskog oblikovanja.
Izumitelj ove inovacije je italijanska grupa za hemijsku tehnologiju Acell (Milano, Italija), koja već 25 godina proizvodi jedinstveno jezgro od fenolne pene otvorenih ćelija za vatrootporne građevinske konstrukcije. Acell je želio pronaći šire tržište za svoje proizvode od pjene i razvio je metodu korištenja pjene u kombinaciji sa SMC za efikasnu proizvodnju vrata i drugih panelnih proizvoda za građevinsko tržište. Tehnički partner Acell Italpresse SpA (Bagnatica, Italija i Punta Gorda, Florida) projektovao je i izgradio kompletnu proizvodnu liniju za proizvodnju kompozitnih panela prema navedenim parametrima. “Vjerujemo u naš poslovni model stvaranja procesa i proizvoda za globalnu upotrebu,” rekao je glavni komercijalni direktor Acella Michael Free.
Možda je u pravu. To je izazvalo veliko interesovanje u industriji. U stvari, Ashland Performance Materials (Kolumbus, Ohajo) je formirao strateški savez sa Acellom za promociju ove tehnologije u Severnoj Americi. Acell proces je također nagrađen 2011. Composites Excellence Award (ACE) od strane Američkog udruženja proizvođača kompozita. (ACMA, Arlington, Virginia) Kategorija procesne inovacije.
Novi proces oblikovanja je kristalizacija velike količine istraživanja i razvoja sendvič panela. Dave Ortmyer, izvršni direktor Italpresse USA, objasnio je da se postojeći dizajni kompozitnih vrata proizvode kroz višestepeni i radno intenzivan proces koji uključuje izradu unutrašnjeg okvira, laminiranje SMC kože, sastavljanje komponenti i konačno, poliuretanska pjena se ulijeva unutra za toplotnu izolaciju. Nasuprot tome, Acellov proces proizvodi ekvivalentnu ploču vrata u samo jednom koraku i uz znatno niže početne troškove. “Tradicionalni SMC kalup za oblaganje vrata može koštati do 300.000 dolara,” rekao je Ortmyer. “Naš proces vam može dati gotova vrata u jednom potezu, a cijena alata će biti 20.000 do 25.000 dolara.”
Materijali igraju ključnu ulogu u procesu. Za razliku od većine fenolnih pjena, koje su meke, lomljive i lomljive (poput zelene pjene florist koja se koristi za cvjetne aranžmane), Acell pjena je kombinacija zaštićenih sastojaka za stvaranje jače strukturalne pjene. m3 (5 do 50 lb/ft3). Pjena ima svojstva toplinske izolacije, otpornost na vatru, dim i toksičnost (FST) i svojstva upijanja zvuka. Također je dostupan u različitim veličinama ćelija, rekao je Free. SMC punjen staklom koji se koristi u panelima vrata proizvodi Acell, rekao je. Budući da je SMC sklon ispuštanju plinova tokom oblikovanja, kaže Ortmeier, pjena djeluje kao prozračni materijal, omogućavajući plinu da pobjegne iz kalupa kroz rupe.
Međutim, ključno pitanje je dostupnost. Ortmeier je rekao da se partneri nadaju da će pružiti isplative alate malim proizvođačima ili onima koji proizvode više proizvoda u kratkom roku. U tipičnom SMC kompresijskom oblikovanju, alati su glomazni i skupi, kaže on, ne samo zato što su dijelovi glomazni, već i zato što moraju izdržati habanje uzrokovano kretanjem i protokom mnogih SMC "naboja" koji se poredaju u kalupu. . pod nužno visokim primijenjenim pritiskom.
Budući da strukturalnija Acell pjena ostaje “krhka” (deformabilna) pod pritiskom, normalan pritisak pritiska će je potpuno zgnječiti, tako da pritisak oblikovanja mora biti relativno nizak. Stoga, Acell proces koristi samo tanak sloj SMC na koži. Ne pomiče se niti teče u stranu, tako da nema opasnosti od habanja površine alata. Zapravo, SMC smola teče samo u z-smjeru – proces je osmišljen tako da obezbijedi dovoljno topline u kalupu za ukapljivanje SMC matrice, uzrokujući da dio smole procuri u susjedne pjenaste ćelije dok se lagano mrvi pod pritiskom.
“Tokom ciklusa oblikovanja, SMC školjka je u suštini mehanički i kemijski fiksirana u pjeni”, objašnjava Frey i tvrdi da je “raslojavanje ljuske nemoguće”. ostalo Prejak alat. Trošak dva tanka livena umetka (gornji i donji) sa potrebnim površinskim detaljima samo je djelić troškova potrebnih za proizvodnju čeličnog ili obrađenog aluminijumskog SMC alata. Rezultat je, kažu partneri, pristupačan proces koji nudi širok spektar transakcija po nominalnoj cijeni kapitala.
Međutim, pristupačnost i pristupačnost ne isključuju prilagodljivost. Provedena su brojna ispitivanja u kojima su tkani materijali uključeni u laminat. Jednostavno se ugrađuju u međusloj, povećavajući čvrstoću panela na savijanje. Prema Free-u, tkane aramidne tkanine, metalno saće, pa čak i pultrudirani umetci mogu se integrirati u sendvič panele i pritisnuti tokom obrade za dodatnu otpornost na eksploziju, zaštitu od krađe i još mnogo toga. “Želimo da proizvođači shvate da je ovaj proces vrlo fleksibilan i prilagodljiv,” objasnio je. „Može proizvesti debele ili tanke ploče po mjeri po niskoj cijeni bez dodatne obrade kao što je lijepljenje ili pričvršćivanje.”
Procesna fabrika, koju je Italpresse dizajnirao posebno za Acell, sastoji se od niže preše od 120 tona sa grijanim pločama za postavljanje kalupa za panele. Donja ploča je dizajnirana da automatski ulazi i izlazi iz prese, a Ortmeier kaže da je moguće dodati drugu grijanu donju ploču na suprotnu stranu mašine kako bi se položila na jedan kalup dok je drugi u presi pomoću Layup-a. stanica. Ploče su 2,6m/8,5ft x 1,3m/4,2ft za “standardne” aplikacije kao što su ukrasna vrata, ali ploče se mogu izraditi po narudžbi kako bi odgovarale specifičnim projektima. Vrijedi napomenuti da je također moguće modificirati postojeće postavke presa tako da odgovaraju Acell procesu, pod uvjetom da se tlak može kontrolirati (preko graničnika) kako bi se izbjegla prekomjerna kompresija.
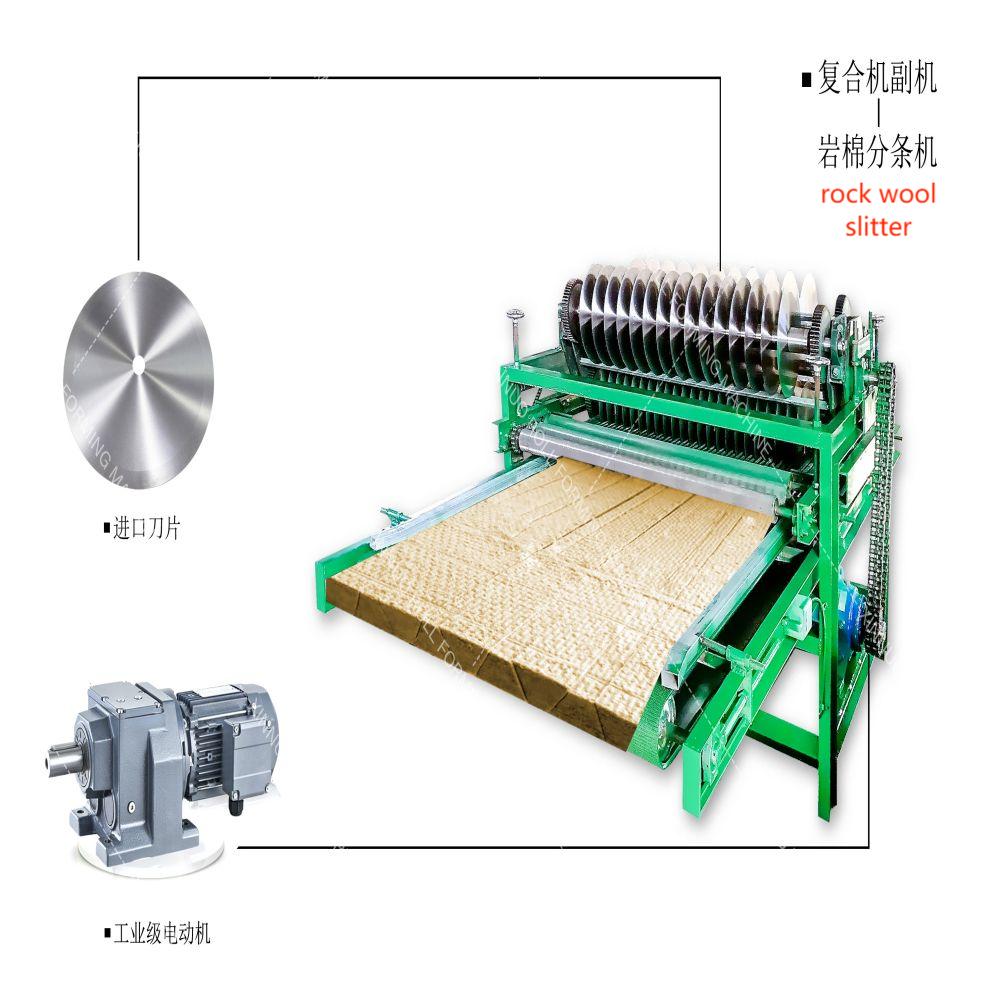
Kalupi se izrađuju pojedinačno za svaki projekat panela i mogu se napraviti tradicionalnim metodama livenja. Da bi se dobila površina kalupa visoke definicije koja oponaša prirodne materijale kao što su drvo ili kamen, paneli od fiberglasa/poliestera se postavljaju direktno na materijal po izboru kako bi se stvorili glavni uzorci za gornji i donji alat. Dva master modela se šalju u livnicu, gde se alati lijevaju od legure aluminijum-nikl. Relativno tanak alat se brzo zagrijava i mogu ga podizati i pomicati dva operatera u stanju mirovanja. Dostupne su i druge opcije alata, ali tehnike livenja proizvode alate po razumnoj ceni i obično debljine od 0,75″ do 1″ (20 do 25 mm).
U toku proizvodnje kalup se priprema prema željenoj završnoj obradi ploče. Dostupni su različiti premazi i završni slojevi za oblikovanje, objasnio je Free, uključujući premaz u prahu za kalupljenje (PiMC), široko korišteni pigmentni prah za raspršivanje koji se topi i reagira sa SMC-om kako bi formirao premaz otporan na UV zračenje i ogrebotine. Boja površine panela. Ostale opcije uključuju izlijevanje obojenog ili prirodnog pijeska preko kalupa kako bi se simulirao kamen ili nanošenje tiskanog vela koji može dodati teksturu i uzorak. Zatim se površinski filament polaže na kalup, zatim se sloj staklom punjenog SMC-a izrezuje u obliku mreže i polaže ravno na pripremljeni kalup.
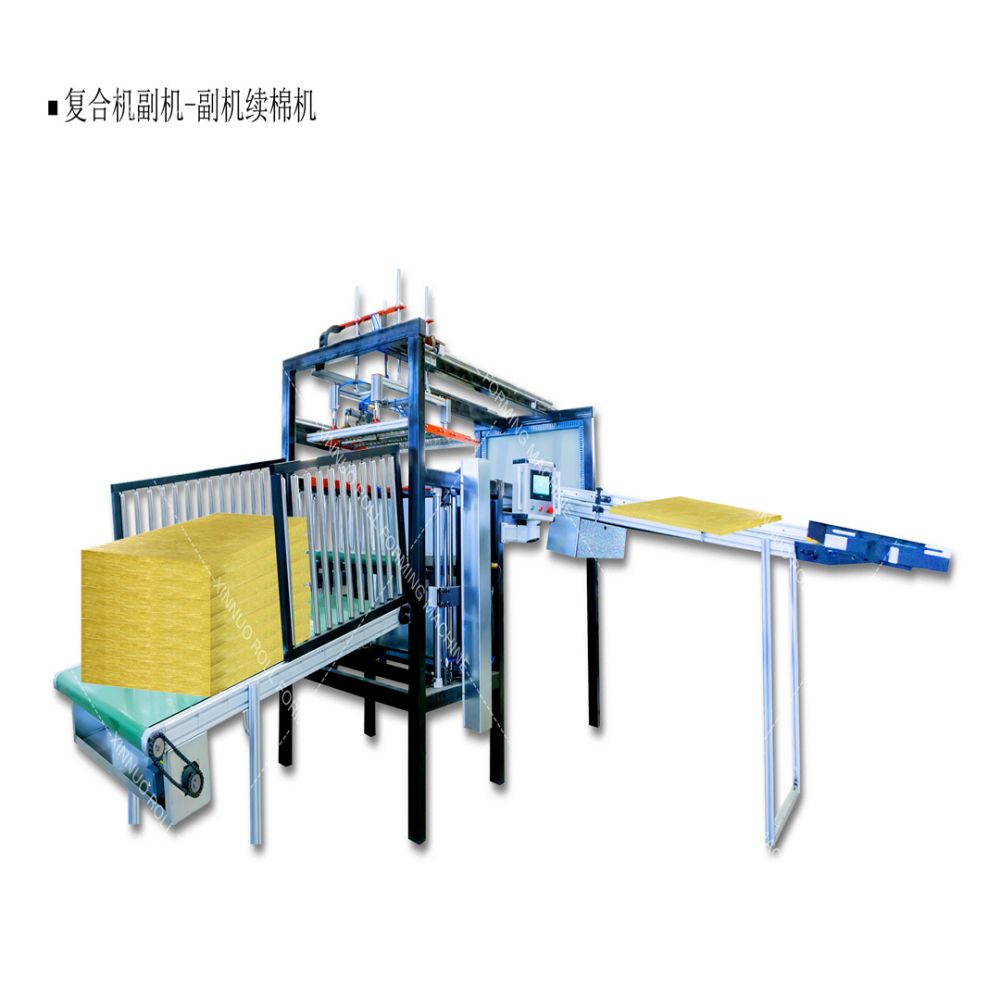
Komad Acell pjene debljine 1″/26 mm (također izrezan u oblik mreže) je zatim stavljen na vrh SMC-a. Drugi sloj SMC se nanosi na pjenu zajedno sa drugim filmom kako bi se olakšalo oslobađanje dijelova i osigurao kanal za isparljive tvari koje emituje SMC. Donja matrica, koja se postavlja na zagrijanu ploču, zatim se mehanički ili ručno ubacuje u presu gdje se postiže temperatura procesa od 130°C do 150°C (266°F do 302°F). Spustite gornji kalup na gomilu, ostavljajući mali zračni razmak između kalupa, i pritisnite srednji sloj snagom od 5 kg/cm2 (71 psi) oko pet minuta da formirate čvrstu ploču kao u koraku 6. Tokom ciklus štancanja, perle izvlače i dio se uklanja.
Za kreiranje tipične ploče za vrata, proces je modificiran dodavanjem okvira od sendvič drva oko ruba komada (korak 3) i ugradnjom pjene unutar okvira. Drvo s ivicama omogućava da se vrata izrežu na precizne dimenzije, a montažne šarke i okovi se mogu lako ugraditi, objašnjava Fritsch.
Dok se većina tradicionalnih kompozitnih vrata sada proizvodi u Aziji, Ortmayer kaže da Acell proces „omogućava 'lokalnu' proizvodnju na kopnu zbog niže cijene. To je način stvaranja radnih mjesta u proizvodnji uz razumne kapitalne troškove. Trenutno postoji sedam nositelja licence u Europi koji koriste Acell proces za izradu vrata i drugih panelnih proizvoda, a interes u SAD-u je naglo narastao otkako je dobio ACMA nagradu 2011. godine, kaže Free, koji se nada da će vidjeti više u vanjskim građevinskim komponentama. Često se koristi, na primjer, kao paneli za oblaganje (vidi sliku), ovaj proces je odličan u pogledu toplinske izolacije, UV otpornosti i otpornosti na udarce.
Još jedna prednost je što se Acell ploče mogu 100% reciklirati: do 20% recikliranog materijala se ponovo koristi u proizvodnji pjene. “Stvorili smo ekonomičan i zelen SMC proces oblikovanja”, rekao je Free. Mike Wallenhorst je rekao da se očekuje da će strateški savez s Ashlandom učiniti tehnologiju šire poznatom. Direktor upravljanja proizvodima u Ashlandu. “To je impresivan komad tehnologije koji zaslužuje širu publiku.”
Čini se da su SAD spremne uložiti velika ulaganja u infrastrukturu. Može li industrija kompozita to podnijeti?
Vatrootporni kompozitni paneli daju strukturu, nepropusnost i kultne fasade pionirskim zgradama u Dubaiju.
Koncept modularne zgrade odveo je kompozitnu gradnju korak dalje, nudeći širok spektar pristupačnih stambenih rješenja za sve vrste graditelja.
Vrijeme objave: Sep-01-2023